Modellbau: Teile anfertigen
Ätzen: Vorlagen erstellen
Hier gibt es zusätzliche Tipps zur Erstellung eigener Ätzvorlagen für Teile, die zum Beispiel aus Messing oder
Neusilber geätzt werden sollen. Dafür gibt es jede Menge Anwendungsmöglichkeiten im Modellbau und bei der Modellbahn.
Abschnitte dieser Seite:
- Biegenuten berechnen
- Wahl des Materials und der Stärke
- Größe, Rahmen, Siemenssterne
- Anordnung der Teile

[ ± ]. Geätzte Zubehörteile.
Biegenuten berechnen
Biegenuten sind eine sehr praktische Hilfe, wenn aus Ätzteilen eine Abwicklung entstehen soll.
Dazu wird einseitig eine Nut in das Blech geätzt. Diese Nut kann vorne oder hinten liegen.
Dadurch sind auch abwechselnd Knicke in zwei Richtungen möglich. Hier wird erklärt, wie
Sie die Breite der Biegenut und die Länge der angrenzenden Teile berechnen können.
Wenn zwei Bleche an den Ecken (am besten mit Passnasen und –Nuten) rechtwinklig
verbunden werden sollen, ist die Länge beider Bleche über alles klar. Sie entspricht genau dem Maß in der Seitenansicht.
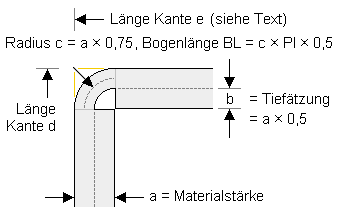
Bei einer Abwicklung ist es anders. Der Einfachheit halber sei hier eine Kante mit 90° angenommen.
An der Biegestelle - die an der Innenseite mit halber Blechstärke tief geätzt wurde -
bildet sich ein Viertelbogen mit halber Materialstärke (b in der Zeichnung)
und einem Außenradius der ganzen Materialstärke (a in der Zeichnung), zum Beispiel 0,5 mm.
Von der geplanten Länge der angrenzenden Kanten ist daher zunächst einmal
jeweils eine Blechstärke a abzuziehen. An dieser Stelle beginnt dann der Bogen.
Kommen wir zu dem Bogen selbst. Er hat im Idealfall eine Mittellinie, deren Radius c
drei Viertel der Materialstärke beträgt, also 0,5 × 0,75
= 0,375 mm.
Mit etwas Mathematik lässt sich ermitteln, dass seine Bogenlänge BL
c × Pi ÷ 2 beträgt. Die Kreiszahl Pi können wir hier
mit 3,1416 annehmen. Also ist der Viertelbogen 0,59 oder rund 0,6 mm lang.
Damit haben wir die Breite der Biegenut ermittelt. Sie beträgt nicht, wie oft behauptet wird,
eine Materialstärke a, sondern in diesem Fall ein Zehntel Millimeter mehr.
Kommen wir nun zu der Anordnung der benachbarten Teile. Von den Kanten d und
e hatten wir ja vorab erst einmal eine Materialstärke a
abgezogen. Wie groß muss der Abstand dieser Teile zu einander sein?
Die Denkfalle: Es ist nicht die Bogenlänge der Mittellinie (0,6 mm),
sondern die der Außenkante der Biegung - und das sind 0,78 oder rund 0,8 mm.
Ganz präzise ausgedrückt müssen daher ab der Mitte des Viertelbogens gerechnet die angrenzenden Bleche um
0,11 mm kürzer gezeichnet werden, als die sichtbare Breite der Kante später sein soll.

[ ± ].
Diese Zettelhalter werden nur durch Abwinkeln der Kanten montiert - ohne Kleben oder Löten.
Wahl des Materials und der Stärke
Nicht jedes Material und nicht jede Blechstärke sind für jeden Zweck geeignet. Der
Modellbauer ist zuweilen gezwungen, Kompromisse einzugehen, vor allem ist es aber ganz wichtig, die technischen Gegebenheiten zu bedenken.
Material
Im Modellbau werden Teile meist aus Link zum Glossar
Messing oder
Link zum Glossar
Neusilber
geätzt. Für Teile, die federn sollen, wird auch Phosphorbronze benutzt. Diese Legierung
enthält neben Kupfer 7 % Zinn und 0,5 % Phosphor. Edelstahl wird eher selten verwendet, eignet sich aber gut für bestimmte Aufgaben.
Wenn Sie Teile rollen oder ohne Nuten in größere Bögen biegen möchten, sollten Sie zu Messing
greifen. Es ist deutlich weicher als das spröde und harte Neusilber.
Neusilber hat den Vorteil größerer Härte und damit Festigkeit. Außerdem ist es silberfarben,
wodurch Lackkratzer nicht so unangenehm auffallen wie bei Messing. Für großflächige Teile und Dampflok–Steuerungen ist Neusilber ideal.
Die Federblätter des Personenwagen–Drehgestells (siehe Ätzen–Hauptseite) sind zum Beispiel aus Federbronze geätzt.
Großbild des Drehgestells.
Materialstärke
Unsere persönliche Ansicht: Mehr als 0,6 Millimeter sind nicht drin. Darüber sind die seitlichen
Anätzungen so heftig, dass die Nacharbeit den Nutzen übersteigt. Setzen Sie in so einem Fall
stärkere Teile lieber im „Sandwich–Verfahren” mit
Passlöchern für Führungsstifte zusammen. Das zweite Bild des Abschnitt zeigt ein Beispiel dafür.
Wenn Ihnen die Umrisse genügen, sind bei dicken Blechen Techniken wie Fräsen,
Laserschneiden oder Wasserstrahlen besser.
Für Beschriftungs–Schilder sind 0,3 Millimeter eher schon die Obergrenze. Kleine Buchstaben
werden sonst seitlich weg geätzt. Filigrane Kleinteile sehen meist in 0,2 Millimeter starkem
Neusilber gut aus. Vergleiche hierzu das erste Foto der Seite. Für Lokomotiv-Modelle im Maßstab 1 zu 22,5 genügen meist 0,4 oder 0,5 Millimeter.
Tipps: Sorgfältig konstruierte Teile aus dünnem Blech erreichen eine erstaunliche Stabilität. Wenn Sie
bei größeren Teilen befürchten, dass es daran hapern könnte, dann sehen Sie an den kritischen Stellen Spanten und Verstärkungen vor.
Die Hohlkehle einer Biegenut sollten Sie mit Lot versteifen, wenn der richtige Biegewinkel erreicht
wurde - bevorzugt aber erst dann, wenn die angrenzenden Teile auch schon montiert wurden.


Größe, Rahmen, Siemenssterne
Regel Nummer 1: Wenn Sie einen Ätzbetrieb beauftragen möchten, sprechen Sie sich bitte
vor der Erstellung der Vorlage mit den Ansprechpartnern ab. Hier folgen allgemeine Hinweise zum Aufbau Ihrer Vorlagen.
Zunächst einmal bevorzugen oder erwarten die Betrieb bestimmte Datenformate und vor allem
bestimmte Größen der „Nutzen”. Als „Nutzen” wird eine Einheit Ihrer
Vorlage bezeichnet. Bei den Dateitypen werden meist Vektorformate bevorzugt, bei der Größe eine längere Kante von 300 Millimetern.
Da die zu ätzenden Bleche aus größeren Tafeln heraus geschnitten werden, benötigen Ihre Vorlagen
einen nicht zu dünnen, umlaufenden Rand. Zehn Millimeter sollte er schon breit sein. Damit die
Filmtaschen für beidseitigen Ätzungen genau übereinander ausgerichtet werden können, müssen in
den Ecken Passermarken sein. Diese Zeichen helfen dem Techniker, die Filmhälften auf einem
Leuchttisch auszurichten, bevor sie zu einer Tasche verklebt werden.

![[ b ]](/beschreibung/thstern-381px-002.png){kind=link}
Ein „Siemensstern” hilft bei dieser Arbeit meist besser als ein einfaches Kreuz.
Diese Zeichnung zeigt ein Beispiel. Da sich die Spitze der Dreiecke zur Mitte vom Rand des
Kreises zur Mitte hin verjüngen, kann die Überlappung genauer ermittelt werden als bei Strichen.
In Folge steht Ihnen bei einem Nutzen von 300 × 150 Millimetern nur eine Innenfläche
von 280 × 130 Millimeter zur Verfügung. Und davon geht noch der nötige Mindestabstand der Teile zum Rahmen oder anderen Teilen ab.
Dieser Abstand sollte so klein wie möglich sein, aber noch so groß, dass die Teile leicht aus
dem Nutzen heraus gelöst werden können. Faustregel: Kein Durchbruch sollte kleiner sein als etwa
die Blechstärke. Die Haltestege sollten etwa die anderthalbfache Materialstärke haben.

[ ± ].
Kleinstansicht einer Ätzvorlage mit Rahmen und Siemenssternen. Gelbe Flächen sind später tief geätzt, weiße durchbrochen.
Anordnung der Teile
Das ist leider ein recht kniffliges Thema. Keine Software wird ihnen
die Arbeit abnehmen, die Teile optimal anzuordnen. Was ist denn beim Ätzen optimal?
Erstens sollten Sie die vorhandene Fläche möglichst sinnvoll nutzen. Ordnen Sie die Teile daher
so an, dass möglichst geringe Leerflächen entstehen. Für große Teile können Sie sich zunächst
Papiermuster ausdrucken und mit denen Puzzle spielen.
Ordnen Sie kleinere Teile in den freien Flächen größerer Teile an, beispielsweise in den Fenstern eines Lokomotiv–Führerhauses.
Zweitens sollten die Abstände zwischen den Teilen so klein wie möglich sein. Je breiter sie sind,
desto mehr muss weg geätzt werden, und desto größer ist die Gefahr von seitlichen
Anätzungen. Wo das geht, sind Breiten von der Materialstärke plus 20 Prozent perfekt.
Drittens sollten die Teile möglichst so angeordnet sein, dass sie verwandte Baugruppen oder
Teilbausätze bequem auslösen können. Zusammen gehörige Teile sollten auch möglichst dicht
zusammen platziert werden. Für diese Zwecke kann es durchaus sinnvoll sein, im Innenbereich
zwei dünnere Halterahmen mit einem Durchbruch und schmalen Verbindungsstegen nebeneinander anzuordnen.
Das Beispielbild dieses Abschnitts zeigt eine nahezu optimale Anordnung.

[ ± ].
Optimal aufgebaut: Ätznutzen für Zubehör–Bausätze.